Latest News
Kitchen Chat and more…

We left off in Part One where we were recalled to the meeting point of the distillery tour. We were given English audio guides as our tour will be in most part Japanese. The audio guides also come in other languages – Chinese, French, German and other major European languages.

Yamazaki Distillery Tour Starting Point (Credits: WhiskyGeeks)
We were invited to explore the space within the starting point of the tour after gathering our audio guide. We managed to take a picture of the space before it was crowded and that’s what it looks like from the picture above! Nice, clean space with artful designs set to give visitors the maximum comfort.

Mini Casks at the Starting Point (Credits: WhiskyGeeks)

Samples of whisky from Yamazaki Whisky Library (Credits: WhiskyGeeks)
There are also miniatures casks on display as well as sample spirits from Yamazaki very own whisky library. More about the whisky library later. For now, let’s go explore the facilities!
The actual production house is of course, away from the main visitor centre but once we got there, the amazing aroma of malt drifted through the air and into our nose…making all of us go “mmm”…

Credits: WhiskyGeeks
The first station was the mash house where malted barley is produced for fermentation. Malt whisky is made from selected two-rowed barley and water. The selected barley is germinated and dried to produce malt, before it is finely grounded and mix with water in a mash tun. The enzymes in the malt will break down the starch contents into sugar. Once that is completed, the mixture is filtered to obtain clear, unclouded liquid called wort.
The temperature in the mash house was high due to the ongoing mashing. The smell of malted barley was rather heavenly though, and we would not have left the station quite as quickly as the tour guide wanted us to if not for the heat.

The Mash Tun (Credits: WhiskyGeeks)
Once the filtered wort is collected, it is transferred to the washbacks, and yeast is added to the wort, starting the fermentation process. The yeast converts the sugars in the wort into alcohol and carbon dioxide while generating “wash”, the distinctive flavours that define whisky.
Temperature in the fermentation room was just as high, if not higher. The sweet smell of sugar was distinctive here, and many of us agreed that it kinda smell like fresh bread due to the yeast in the room.

The wooden washbacks (Credit: WhiskyGeeks)
Next, we walked on to the distillation room, or what they called the Still House.
The Still House (Credits: WhiskyGeeks)
Distillating the alcohol “wash” generated by fermentation is an art on its own. The shape and size of the stills plays an important role in the characteristics of the final “new make” spirit. This character of the “new make” spirit will then influence the way it takes to the casks during maturation.

Yamazaki Still Pots (Credit: WhiskyGeeks)
You can see from the picture above that the stills are of different shapes and sizes. The difference in the tilt of the angle, the size and the shape produces different kind of new spirits. The distillation process happens twice to produce a high alcohol content “new make” spirit.

Distillation in Process (Credits: WhiskyGeeks)
At Suntory, they make use of different stills to produce different flavours of “new make” spirit. As you can see above, the new make are labelled for easy identification.

Collecting the alcohol (Credits: WhiskyGeeks)
This is how the “new make: spirit is collected. The clear liquid shown here has a high alcohol concentration. If it makes the cut as a premium “new make”, it will make its way into a cask for maturation into whisky.
Coopering is part of the whisky making process. Being equally important when compared to the spirit itself, it certainly deserves a station of its own.

The Cooperage Process (Credits: WhiskyGeeks)
Coopering refers the the making of a cask and how each step of the cooperage experts will influence the eventual cask that they make. The casks used by Suntory are all hand-made, which makes the process even more challenging. We are sorry that the picture is rather blur as the bright light on top of the signage at the darken warehouse had made it difficult to take a good, clear photo.

The different casks on display (Credits: WhiskyGeeks)
These are some of the casks that were on display. The tour included education on the different names of the casks such as butts, and hogheads. We will write another article on the different names of the casks soon!
This was the defining moment of the distillery tour! Casks upon casks of maturing whisky stood before our eyes, and we got to say that it was just pure delight to walk in and smell that lovely, familiar aroma of wood and whisky.

The Yamazaki Warehouse (Credits: WhiskyGeeks)
Just look at that! Rows and rows of maturing whiskies…Our hearts were so full at that moment we though it could burst. Here’s an upclose picture for you.

Close-up look at the casks (Credits: WhiskyGeeks)
Notice the different years on the cask? The years tells you when the new make spirit was distilled and poured into the cask. There are plenty of casks with different years, from 1970s, to 1980s and the 2000s. None of them, however, were as exciting as the very FIRST cask ever filled at the Yamazaki Distillery!

The first ever cask by Yamazaki (Credits: WhiskyGeeks)
Remember the replica we shown you at the extrance? The picture on top shows you the real deal. The real No. 0001 cask made and filled in 1923. All of us were so excited that we were told to tone down so as not to disturb the harmony of the maturing whiskies. It was a tough fight to just take this picture because of the excitement generated!
We ended the tour with a tasting session. We will not be a spoil sport and revealed what you will taste at the session. To find out, go for the tour when you head for Japan next time!

Yamazaki Signboard (Credits: WhiskyGeeks)
Geek Choc and Geek Flora visited the Yamazaki Distillery in early June this year for a tour of its facilities. The above picture was the first thing that greeted us when we reached the outer visitor post of the Yamazaki Distillery area after a relatively long walk from the train station of Yamazaki. Simple and clean, it is typical of Japanese Zen, but the distinct Yamazaki brand is stamped all over it.
After changing our tickets for the appropriate visitor passes, we walked past a beautiful forested area filled with tall trees, blooming flowers and a giant pot still!

Giant Pot Still outside of Yamazaki (Credits: WhiskyGeeks)
This greeted us when we reached the distillery after a 5 minutes walk.

Yamazaki Distillery Visitors Centre (Credits: WhiskyGeeks)
The simple yet imposing building stood majestically against the backdrop of forest, flowers and small streams. The simplicity of the building built up our curiousity, making us want to explore it immediately. Some of the other visitors we met along the way echoed the same sentiments and rushed through the doors. We lingered a little at the doors, taking some memorable pictures such as this.

Replica of Yamazaki first 9 casks from 1923 (Credits: WhiskyGeeks)
These casks are a replica of 9 actual casks that were made when the distillery first opened in 1923. You can see the year as well as the cask number on them. Impressive as it is, the real ones are even more impressive! You will get to see it later in the warehouse in Part 2 of this series.
Moving through the distillery doors, we were greeted with more majesty.

The imposing staircases of Yamazaki Visitors Centre (Credits: WhiskyGeeks)
This staircase is part of the museum of Yamazaki, where we get a look into the history of Yamazaki as well as the different whiskies that were made over the year. If you take a closer look at the picture, you can see the original name of the company that founder Shinjiro Torii-san owned. The name Kotobukiya was later changed to Suntory, where it remains till today. From this staircase, we turned left to go into the museum as we still have some time before our tour would start.
The museum is a large, sprawling area where visitors can wander at their own pace without someone to hurry them along. There are lots of artefacts lying around, with information about almost everything that is Yamazaki and Suntory.
History of Yamazaki (Credits: WhiskyGeeks)
Here are the small wordings on this board. “I want to make a Japanese whisky that fits for the delicate palate of the Japanese people.” The Suntory founder, Shinjiro Torii, followed his passion and built Japan’s first malt whisky distillery, ‘Yamazaki Distillery’. His passion and challenge have been continually passed down to the master craftsmen.”

The old Yamazaki Distillery (Credits: WhiskyGeeks)
There is also a picture of how Yamazaki Distillery used to look like in 1923, a rather imposing building back in its own days.
Moving deeper into the museum, we read about the history of Yamazaki, the choice of the Yamazaki site, and the history of the family. As the history is already told in a previous post, we will showcase some of the pictures we found instead.

Shinjiro Torii – Founder of Yamazaki Distillery (Credits: WhiskyGeeks)
The second President and Master Blender of Yamazaki, Keizo Saji, the son of founder Torii-san (Credits: WhiskyGeeks)
The Story of the 3 Generations (Credits: WhiskyGeeks)
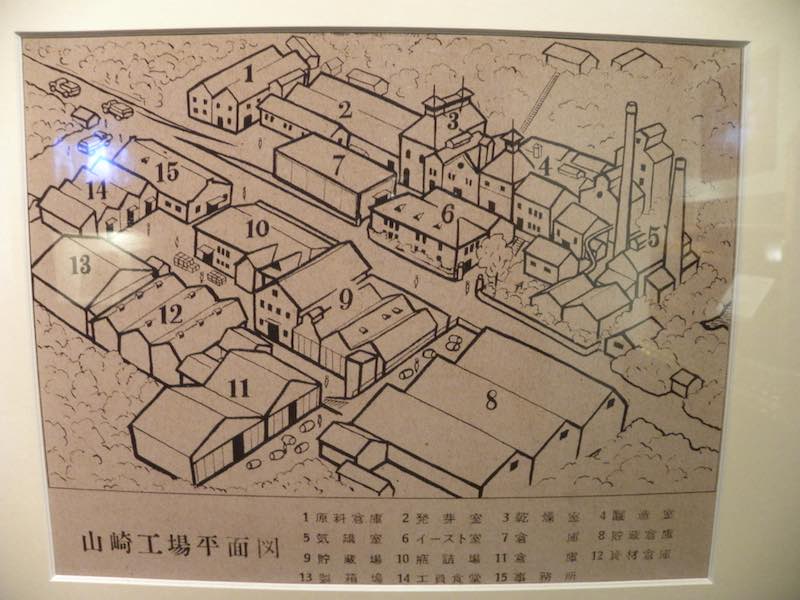
Old Map of Yamazaki Distillery (Credits: WhiskyGeeks)
We were recalled to the meeting point of the distillery tour at this point, so let’s head over for the distillery tour in Part 2, where we bring you the secrets of Yamazaki.
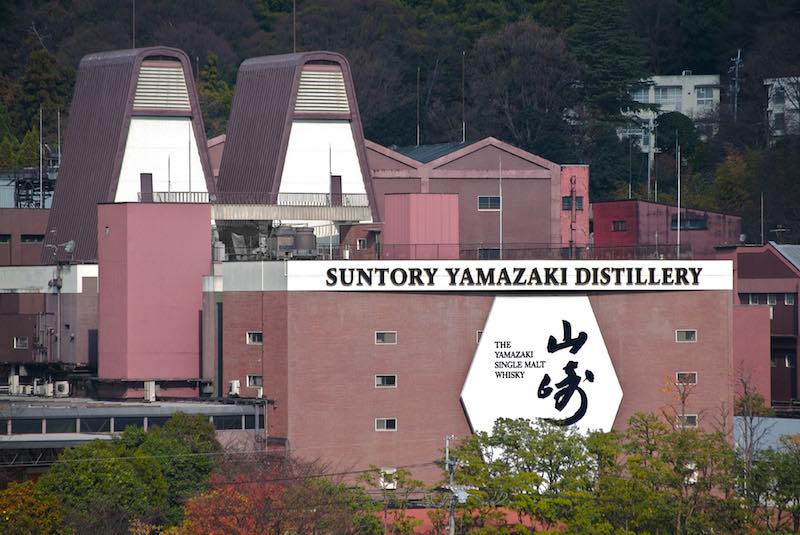
Suntory Yamazaki Distillery from afar (Picture Credits: www.kansai.gr.jp)
Japanese whisky is popular ever since the Yamazaki Sherry Cask 2013 won the prestigious Whisky of the Year award in 2015. Yamazaki shot to fame overnight and the distillery receives much attention since then.
What happened between the years when the distillery just started and 2015? What has caused this Japanese distillery to excel and produce whiskies that are now world-famous? We dig deeper into the story behind the successful Japanese brand.
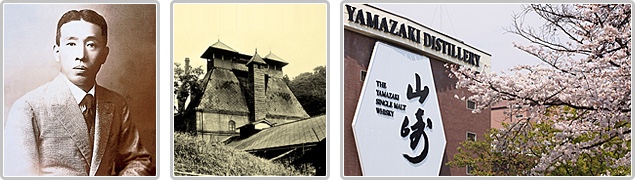
Shinjiro Torii, the founder of Yamazaki and the founding father of Japanese Whisky (Picture Credits: www.suntory.com)
The history of Yamazaki is literally the history of the Japanese whisky industry. It is the first whisky distillery (oldest of course) in Japan. The founding father of Yamazaki, Shinjiro Torii-san, was essentially the father of the Japanese whisky industry.
Back in 1920, Torii-san was a successful businessman. He imported European wines into Japan in the name of his company, Kotobukiya. He also produced plum-based dessert wines and liquers. Torii-san learned about Scotch whisky production methods and aspired to create a whisky that was suitable to the Japanese palate. He sent his co-worker, Masetaka Taketsuru to Scotland to learn about the traditional methods of whisky production and the whisky trade. Taketsuru-san spent three years in Scotland, married a Scottish woman and learnt the whisky trade before coming back to Japan to share his knowledge with Torii-san.
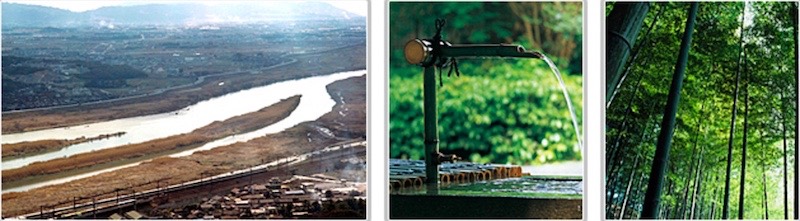
Torii-san’s 3 concerns – high quality spring water, unique climate and humidity as well as transport ease (Picture credits: www.suntory.com)
In 1923, both men went in search for a perfect place in Japan to settle down and build the distillery. Torii-san chose the site at Yamazaki, a rural village which lies between the cities of Osaka and Kyoto. Taketsuru-san chose a site on the northern island of Hokkaido. The final decision was the Yamazaki site. It fitted Torii-san’s three major concerns – exceptionally high quality of spring water, unique climate and humidity and its ideal location for transport in Japan. However, Taketsuru-san did not agree and he left Yamazaki after serving his 10-year bond. Taketsuru-san started his own distillery Yoichi at his original site of choice later on.
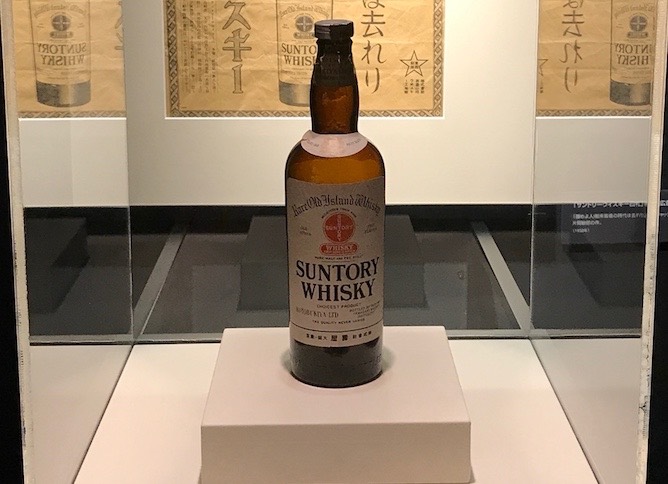
The first ever Japanese whisky made by Suntory (Picture Credits: WhiskyGeeks)
Torii-san’s company, Kotobukiya, funded the building of Yamazaki Distillery. It began producing whisky in 1924 under the skillful management of distillery manager, Taketsuru-san. The very first whisky was introduced to the Japanese population in 1929. Before releasing the whisky, Torii-san changed the name of Kotobukiya to Suntory (a name that rhyme with his own Japanese title “Torii-san”). Suntory was the name of this whisky but its nickname “Shirofuda” (white label) was more famous. Unfortunately, the Japanese market was not receptive of the new whisky and Torii-san had to try again.
In 1932, Taketsuru-san left to set up his own whisky distillery – Yoichi. He started production in 1934. We will dedicate another post for Yoichi later.

The popular Kakubin Whisky by Suntory (Picture Credits: www.suntory.com)
The masterpiece of Suntory is not the Yamazaki, but Kakubin. Released in 1937, 14 years after founding of the distillery, it was made with a variety of matured casks. Each cask added their unique characteristics and flavours that catered to the Japanese palate. The whisky took the name of the tortoiseshell shaped bottle it is housed in and is still well-loved by many today.
Yamazaki distillery continued to expand the Suntory brand in the 1940s and 1950s, introducing various other Suntory whiskies. In 1961, Keizo Saji, the son of Torii-san took the reins of the Yamazaki distillery. Saji-san became the second president cum master blender of the company. He began the building of the Hakushu and Chita distilleries in the 1970s. We will speak more about them in later posts.
Saji-san was credited with the distillery’s move into single malt whisky production.

The Yamazaki first portfolio – 12 Years Old and 18 Years Old (Picture Credit: WhiskyGeeks)
Yamazaki 12 years old single malt was released in 1984. Back then, the mass market was more interested in blended whiskies. However, the Yamazaki 12 years old captured the hearts of the Japanese people with its rich flavours.
The distillery launched the Yamazaki 18 years old in 1994 after the success of the Yamazaki 12 Years Old. It was received with great fanfare by the market and is one of the most popular whisky today.

Pot Stills at the Yamazaki Distillery (Picture Credit: WhiskyGeeks)
From the 1980s, Saji-san also moved towards innovation in order to improve the distillery’s production. The distillery invested heavily into research and development in the late 1980s. Saji-san’s main aim is to increase the production and variety of malt whisky at the distillery. In 2013, the distillery expanded once again and added 4 more stills to its production line, making a total of 12 stills and increasing production by 40%.

Beam Suntory – the global gateway for Suntory and Yamazaki (Picture Credits: www.beamsuntory.com)
In 2014, Suntory, as the parent company, bought the US-based Beam Inc and created the world’s third largest spirit producer, Beam Suntory. After the merger, Yamazaki’s fame grew internationally as it is now easier for Suntory to distribute Yamazaki to US and the world.

Yamazaki Sherry Cask 2013 (Picture Credits: Whiskygeeks)
2014 also marked a shortage of stocks in the whisky industry and prompted the first release of ageless whisky. It became a popular way to fuel a new interest in the whisky industry. Yamazaki followed the same trend and released both the Yamazaki Distiller’s Reserve and the Yamazaki Sherry Cask 2013. Not every distillery met with great success in the release of ageless whisky, but Yamazaki outdid itself. Whisky expert, Jim Murray, awarded the Yamazaki Sherry Cask 2013 as the “World Whisky of the Year” in his Whisky Bible 2015. This caused a great furry from the market and everyone rushed to buy the whisky. The interest turned the bottle into a limited edition with eye-popping prices in the secondary market.
Yamazaki is a brand that continuously innovates to outdo itself. Its future is bright in the world of whisky. While its home market might not always prosper, Yamazaki can leverage on its connection with Beam-Suntory to become one of the world’s famous whisky brands.